Lors de l'exécution de nos chers modèles, on constate bien souvent que la soudure à l'étain n'est pas suffisamment résistante car soumise à des chocs (filières de modèles navigants) ou parce que la dimension des pièces est trop petite. Dans ce cas, il convient de passer à la
brasure à l'argent.
Avant d'entrer dans le détail, il convient de bien retenir les chiffres suivants :
- température de fusion de la brasure : entre 600 et 900°,
- température de fusion du laiton : environ 900°
MATERIEL.
Sans aucun soucis de publicité, on peut braser à l'argent avec 2 type de chalumeau :
- oxygène + butane, tel le chalumeau GRANGJEAN, particulièrement adapté à nos modèles en raison d'un grand nombre de buses de diamètres différents. Température de flamme : environ 2 800°
- butane + air, tel le chalumeau PROXXON (qui fonctionne parfaitement pour les petites pièces). Température de flamme : environ 900°.
Pour la brasure, j'utilise de la brasure en pâte, conditionnée en seringue.

Pour effectuer cette brasure, il faut :
- ajuster les pièces afin d'avoir des surfaces de contact les plus parfaites possibles
- décaper les parties à souder à la laine d'acier,
- bien dégraisser à l'acétone.
On dépose de la brasure , on chauffe jusqu'à ce que cette dernière se liquéfie et on retire la flamme le plus rapidement possible.
Important : si les pièces sont d'épaisseur différentes, toujours commencer la chauffe par la pièce la plus épaisse.
C'est cette étape de chauffe qui est la plus difficile à maîtriser et qui nécessite une température de flamme appropriée.
Pour les très petites pièces (épaisseur entre 0.1 et 0.4 mm), le chalumeau PROXXON est parfait et le risque de faire fondre les pièces est relativement limité.
Sur la photo ci dessous, ferrure (avant finition) composée d'une barre de maillechort de 0.3mm brasée sur un micro tube laiton de 0.6mm.
 Pour les pièces plus importantes
Pour les pièces plus importantes, il devient indispensable de souder avec la GRANDJEAN et donc avec un apport d'oxygène ; lors de ces soudures, la difficulté est de bien maîtriser le temps de chauffe ; à 2 800°, une fraction de seconde en trop et les pièces fondent en un clin d'œil !
La brasure à l'argent présente également de nombreux avantage comme on va le voir dans la fabrication de ferrures d'about d'un hiloire.
Sur cette photo, on voit les épaisseurs différentes qui vont prendre en sandwich la partie bois de l'hiloire :

On dispose ensuite de la brasure sur chaque pièce :

On chauffe jusqu'à liquéfaction de la brasure ; il ne reste plus qu'à découper à la Bocfil au bon profil et là, miracle : voyez vous la moindre trace de soudure entre ces 3 plaques :

Il ne reste plus qu'à procéder aux finitions réglementaires :

En conclusion, je ne saurais trop vous encourager à cette technique qui se maîtrise facilement avec un peu d'entrainement et qui surtout est d'une aide précieuse pour nos activités.
Quel rapport avec la photodécoupe : simplement cela :
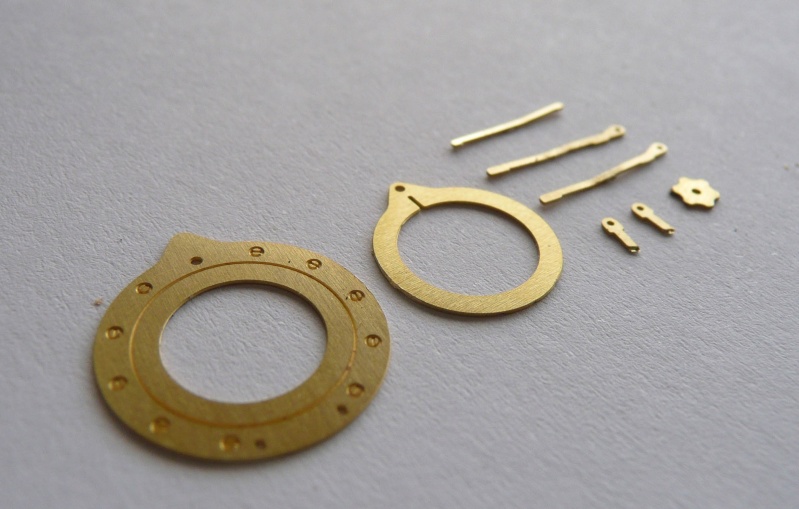
Un beau hublot ouvrant, soudé à 2 800°

Alors, n'hésitez plus !



















